Sep 24 2019
6 min read

Refiners will address the upcoming January 2020 IMO targets for bunker fuels primarily utilizing one of four strategies:
The technology approach for each refiner will depend heavily on existing configurations and local market conditions.
Refiners who wish to exit the bunker market all together will utilize residue destruction technologies to convert bunker molecules to lighter products. The technology options for both residual fuel desulfurization and destruction are commercially proven, and can generally be categorized as taking either the “carbon-rejection” or “hydrogen-addition” route, and offer refiners a wide range of conversion potential and capital intensity.
Axens is in a unique position, offering technologies for both the carbon rejection and hydrogen addition pathways:
.png?width=1143&name=Image1%20(1).png)
The two carbon-rejection technologies are Coking and Solvent DeAsphalting (SDA), with the former thermally rejecting residual carbon as a solid product (coke) and the latter utilizing paraffinic solvent(s) to reject heavy asphaltenes and resins to a viscous liquid “pitch” product consumed mostly for road asphalt and cement kilns. The liquid products from both technologies require further processing to meet both road transportation fuel and IMO compliant LSFO specifications.
 |
Coking is a well-established carbon rejection technology, which requires medium-high capital investment to produce a solid coke and a variety of high sulfur, hydrogen deficient distillates to be processed elsewhere in the refinery. Installing coking capacity will primarily be utilized by the refiner looking to exit the residual fuel oil production market. |
 |
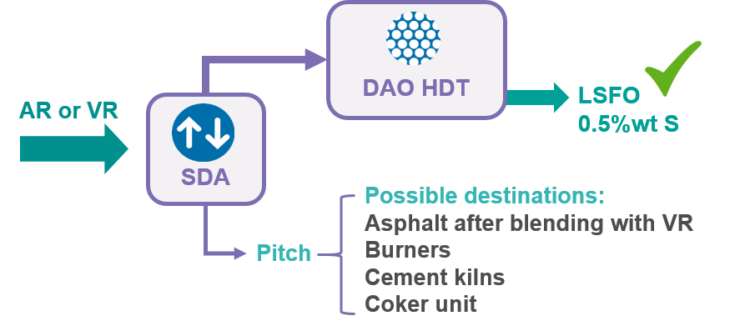
SDA (Axens’ Solvahl technology) is a relatively low cost, solvent-based solution, which extracts a paraffin rich deasphalted oil (DAO) from residual oils and rejects a high sulfur, hydrogen deficient pitch product, typically used for asphalt production or as solid fuel. For the majority of crudes, the DAO will not be a compliant LSFO component; it either can be hydrotreated for compliance or – more likely – converted to lighter products via hydrocracking or FCC.As such, SDA is also a technology most suited for refiners looking to reduce or eliminate residual fuel oil production. |
The two primary hydrogen-addition pathways are ebullated bed hydrocracking (Axens H-Oil®) and fixed-bed Residue Desulfurization (Axens Hyvahl™).
 |
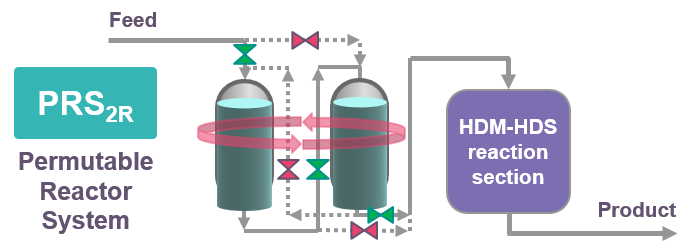
The Hyvahl™ process utilizes a unique Permutable Reactor System (PRS) guard reactor system to maintain economically attractive catalyst cycle lengths for residual feeds high in contaminants such as metals and conradson carbon. The process achieves excellent desulfurization, can produce compliant LSFO for a wide range of feedstock, and also prepares an excellent, hydrogen-rich feed to maximize liquid yields in downstream Fluid Catalytic Cracking (RFCC) units producing gasoline and petrochemical feedstock olefins. Implementing a downstream catalytic cracking is mitigating the risk and uncertainty on LSFO price. |
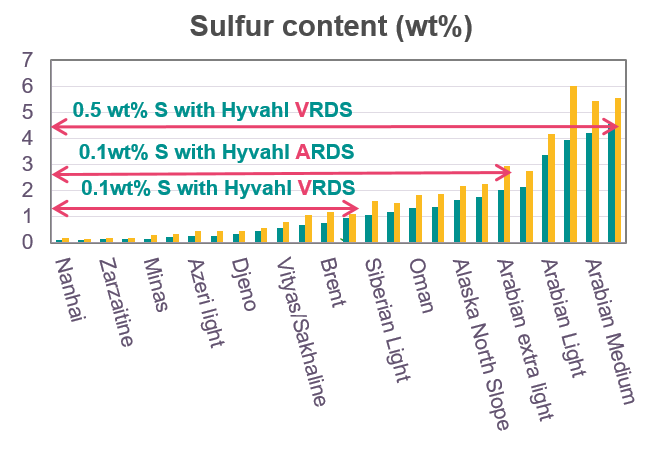
Reaching 0.5%S in bunker fuel with Axens’ AR/VRDS Hyvahl™ with different crude feedstocks
AR/VRDS Hyvahl™ Permutable Reactor System (PRS)

|
H-Oil® is the most dynamic residue processing technology available today; the process utilizes an ebullated bed reactor with catalyst addition and withdrawal to not only achieve high desulfurization rates but also a wide conversion envelope, allowing the operating to utilize a fixed set of assets to flexibly convert heavy, sour feeds to lighter products. One of the main technology features is its flexibility both in terms of feedstock and product slate; commercial units have demonstrated significant flexibility in their conversion targets while processing a wide range of residual feed streams from paraffinic Russian Urals to heavy Canadian bitumen. |
Today’s H-Oil® units utilize advanced features and are increasingly integrated with residue conversion blocks in what Axens calls H-Oil®+ configurations. Those advanced options include:
HCAT liquid catalyst precursor conversion benefits
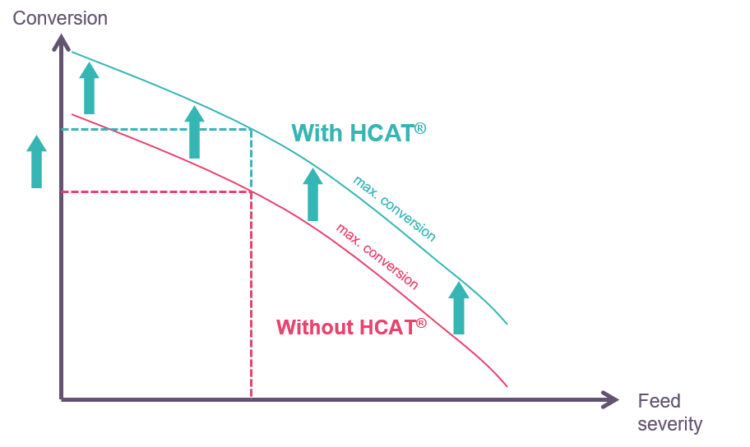
Max conversion is defined by stability limit. With HCAT® stabilizing effect, the maximum conversion at same stability is higher for a given feed severity.
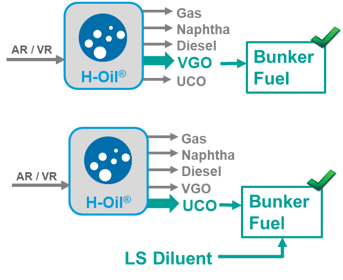
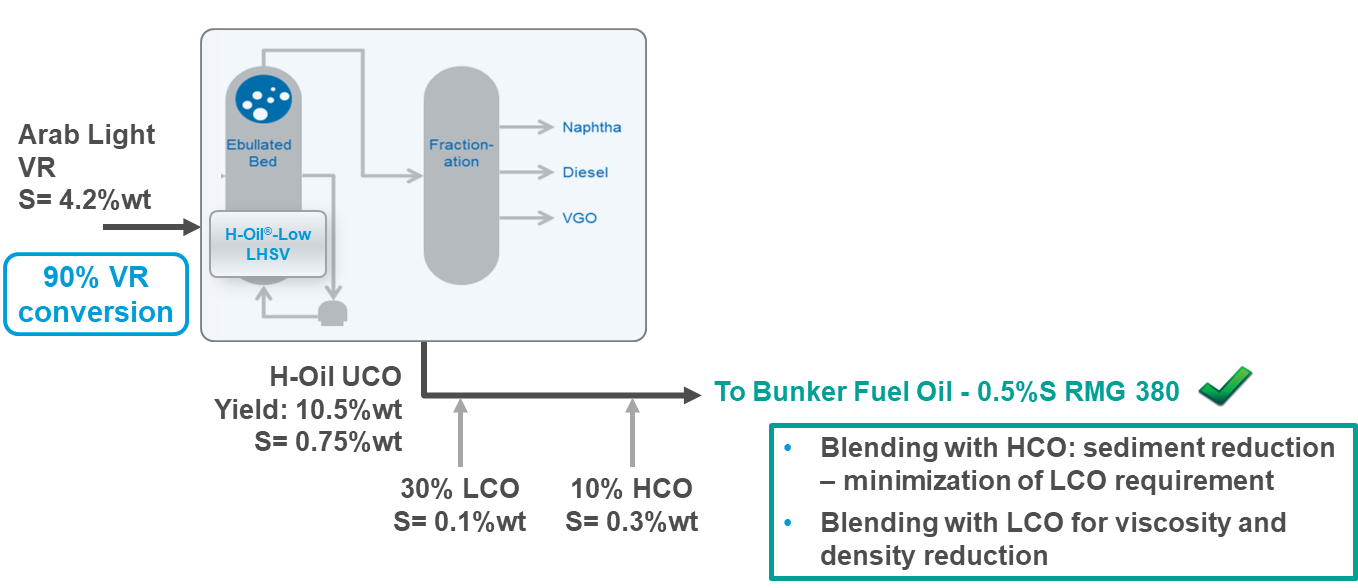
In a bunker fuel context, compliant marine fuels can be produced by both the VGO and residue portions of the H-Oil® effluent. H-Oil® VGO is a stable, IMO-compliant fuel direct from the fractionation section, and unconverted residue can produce a stable, compliant fuel when blended with low sulfur blendstocks such as light cycle oil.
The H-Oil® process has been commercially proven with over 1 MMBPSD of licensed capacity and over 230 unit-years of operating experience. Recently, the versatility and flexibility of the technology has resulted in its selection for major residue conversion / crude to chemicals projects including by Shenghong Refining & Chemical (Lianyungang) Co., Ltd and Hengli Petrochemical Co. Ltd in China.
With the inherent uncertainty of sweet/sour spreads for both bunker products and crude costs, the refiner with the flexibility to not only produce LSFO but to couple its production with the flexibility to increase conversion of heavy, sour feeds to higher-value road fuels will have a long-term competitive advantage. The H-Oil® suite of technologies offers that long-term flexibility to shift the product slate between maximizing bunker production or conversion to lighter road transportation fuels.


